
主电机西门子贝得
接触器正泰
断路器正泰
变频器海利普
温度控制PLC
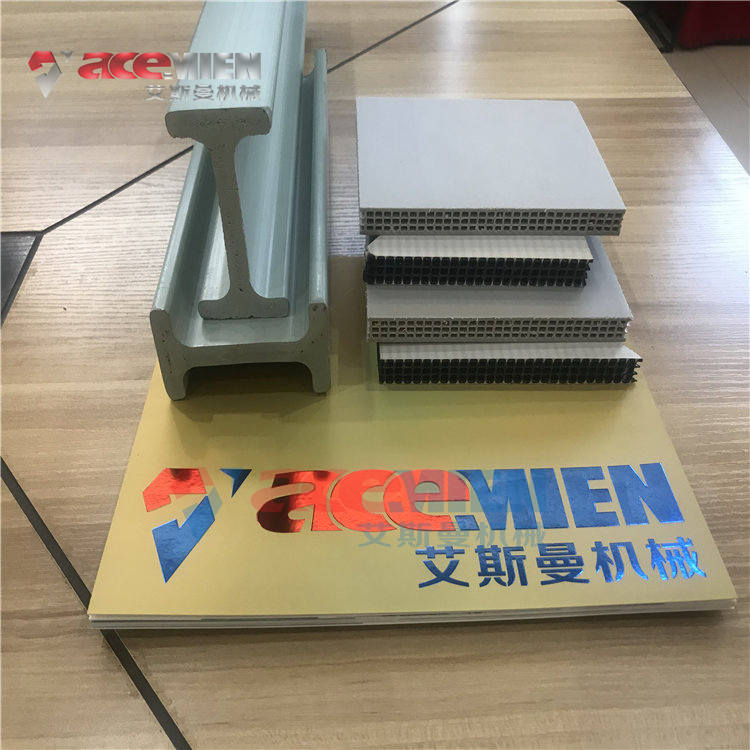
塑料建筑模板机器工艺流程:PP颗粒原料→挤出机(塑化)→模具→定型台→定型模→冷却料架→纵向切割→牵引→横切→机械手收料→成品
至螺杆前端的熔料,由于受喷嘴的阻力而产生反螺杆螺纹推压力,随着螺杆推动熔料前移量的增加,则产生的这个熔料反推压力也逐渐增加,当这个反推压力大于油缸活塞对螺杆的推力和摩擦阻力时(这个阻力即是螺杆的背压力),螺杆开始后退、同时开始料斗的加料计量。螺杆后退的距离大小由一次成型注塑制品的注射料量来决定。

塑料中空板用原料按一次成型塑料制品的用料量,由料斗加入到注塑机的机筒内、转动的螺杆推动原料前移,与此同时原料筒外部的加热。

牵引机:牵引机分布有第yi组和第er组。第yi组牵引机为大功率、大减速比、多辊式,其低速动转性能优良,牵引力大,能同步均匀的将板材从真空定型台中牵引出。第二组牵引机配合去制品应力。另配有切边装置 pvc中空格子板设备,确保板材有效宽度和边缘质量。
传动系统传动系统的作用是驱动螺杆,供应螺杆在挤出过程中所需要的力矩和转速,通常由电念头、减速器和轴承等组成。
建筑模板生产线低温下使用不开裂,两款产品制造技术成熟,各项使用标准达到模板使用要求。
中空模板生产线
